Em muitos projetos industriais, a definição da embalagem é tratada como uma decisão estética ou de marketing. A rotulagem vem depois. E é justamente aí que começam os problemas.
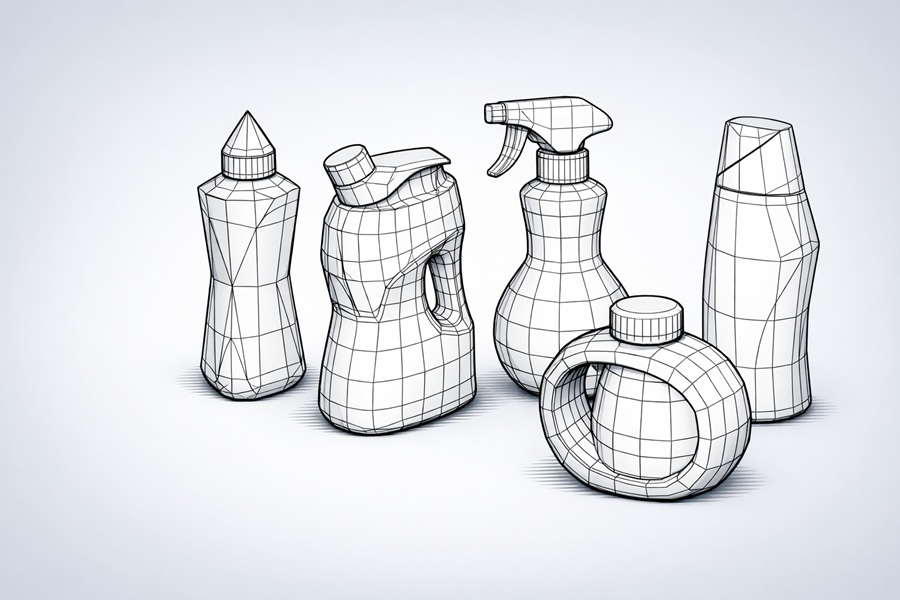
Na prática, a geometria da embalagem é um dos fatores mais críticos para o desempenho da rotulagem e, ao mesmo tempo, um dos mais negligenciados no desenvolvimento de novos produtos. Nem toda superfície é rotulável.
Embalagens com “dupla geometria” (curvas tanto no eixo vertical quanto no horizontal), com variações de diâmetro ou áreas irregulares dificultam a aplicação e comprometem a estabilidade do processo. O resultado aparece na aplicação: rótulos desalinhados, formação de bolhas e vincos, necessidade constante de ajustes e aumento de retrabalho, além de paradas de linha.

Em muitos casos, o problema não está na rotuladora, mas na incompatibilidade entre o tipo de rótulo e o formato da embalagem. Tecnologias como rótulos autoadesivos, por exemplo, exigem superfícies tecnicamente adequadas para garantir aplicação uniforme. Quando essa condição não é atendida, a operação passa a depender de correções constantes, reduzindo a eficiência produtiva.
Outro ponto crítico são as variações dimensionais. Mesmo pequenas diferenças entre embalagens de um mesmo lote podem impactar diretamente a qualidade e na precisão da aplicação, especialmente em linhas de maior velocidade.
O impacto vai além da estética. Falhas na rotulagem geram perdas, aumentam o tempo de setup e podem transformar a operação em um processo instável, com reflexo direto no desempenho da linha.
Indústrias mais eficientes tratam a embalagem como parte do sistema produtivo. Validam tecnicamente a área rotulável, envolvem fornecedores de insumos e rotuladora desde o início do projeto e consideram a interação entre embalagem, rótulo e processo antes de qualquer decisão final.
Quando a geometria não é considerada, a rotulagem deixa de ser um processo estável e passa a ser uma fonte constante de problemas. E, mais uma vez, o erro não está na operação. Está no projeto.

